Segmented Ball Valve Supplier in South Africa – KV Controls
When it comes to precision flow control, KV Controls stands as a trusted name in South Africa. Among our exceptional range of control valve solutions, the Segmented Ball Valve is a game-changer, offering unparalleled efficiency and reliability across industries.
Our segmented ball valves are engineered for durability, precision, and versatility, ensuring high performance even in the most demanding environments.
What is a Segmented Ball Valve?
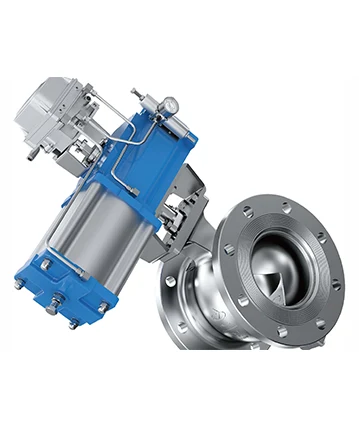
A Segmented Ball Valve is a quarter-turn valve that features a V-notch segment within its ball mechanism. This design ensures precise control over flow rates, making it ideal for throttling applications. With inherent self-cleaning capabilities and robust construction, it provides:
- Non-clogging operation for fiber-laden and viscous media.
- High rangeability for diverse industrial processes.
- Exceptional shutoff integrity, even in high-pressure environments.
Key Features of Segmented Ball Valves
- V-Notch Design: Ensures precise flow control and reduces clogging by delivering a shearing action.
- Material Versatility: Available in 316 Stainless Steel, Carbon Steel, and Alloy Steel, with options for Stellite or PTFE seats.
- Temperature Range: Operates between -196°C to 400°C, making it suitable for extreme conditions.
- Pressure Ratings: ANSI Class 150-300, PN 10-40.
- Size Options: From 1” to 24” (DN 25 to DN 600), catering to diverse application requirements.
Applications of Segmented Ball Valves
The versatility of segmented ball valves makes them indispensable in industries such as:
- Petrochemical Plants: Precise flow regulation during refining processes.
- Pharmaceutical Manufacturing: Ensures adherence to stringent quality standards.
- Environmental Protection: Reliable performance in wastewater treatment and pollution control.
- Power Generation: Controls steam, water, and other fluids in critical systems.
Additional industries include
- Pulp & Paper
- Oil & Gas
- Food & Beverage
- Chemical Processing
- Mining
Advantages of Choosing KV Controls Segmented Ball Valves
- Exceptional Durability: Built with high-grade materials to withstand corrosive and erosive conditions.
- Precise Flow Control: The V-notch mechanism allows for accurate throttling and optimal flow management.
- Low Maintenance: Engineered for long service life and minimal downtime, reducing operational costs.
- Certified Quality: Meets stringent industry standards for peace of mind.
Why V-Port Segmented Ball Valves Excel
V-Port Segment Ball Valves enhance flow control with their unique design and advanced features:
- Quarter-Turn Mechanism: Ensures quick and precise adjustments.
- Robust Construction: Suitable for handling aggressive media, including slurries and fibers.
- Customization Options: Coatings and material choices like Duplex or Titanium for specialized applications.
Industries Served by KV Controls Segmented Ball Valves
Our segmented ball valves are tailored to meet the challenges of various industries:
- Petrochemical and Refining
- Pharmaceutical and Food Processing
- Chemical and Mining Operations
- Water Treatment and Power Generation
Whether regulating fibrous slurries in the pulp and paper industry or managing critical processes in oil refineries, our valves provide unmatched performance and reliability.
Contact KV Controls
Partner with KV Controls for high-performance segmented ball valves that redefine precision and durability. For inquiries, email us at sales@kvcontrols.co.za or visit our website for more information.