MORE ABOUT
PFA LINED DIAPHRAGM VALVE
DESCRIPTION
The applicable temperature for lined diaphragm control valve is.29ᵒC-70ᵒC since the pneumatic diaphragm and piston are rubber parts, they are easily hardening and brittle under low temperature,and aging accelerates under high temperature.
This valve is better for vertical installation; if not allowed, consider adding a support bracket for slanting installation.
VIEW SPECIFICATIONS HERE

Understanding the Function of PFA Lined Diaphragm Valves
In industries where aggressive chemicals, high temperatures, and high purity applications are the norm, choosing the right valve is crucial. One such valve that has gained prominence for its versatility and durability is the PFA lined diaphragm valve. But what exactly is a PFA lined diaphragm valve, and what makes it so valuable in various industrial applications? Let’s delve into its function and benefits.
What is a PFA Lined Diaphragm Valve?
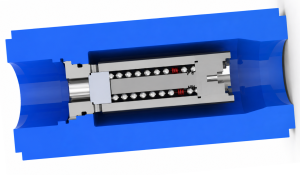
A PFA (Perfluoroalkoxy) lined diaphragm valve is a type of valve designed to control the flow of liquids and gases. It consists of a valve body, a diaphragm, and an actuator. The key feature of this valve is the PFA lining, which provides exceptional chemical resistance and purity. PFA is a fluoropolymer with similar properties to PTFE (Teflon), but with added flexibility and transparency, making it ideal for use in harsh chemical environments.
Functionality of PFA Lined Diaphragm Valves
The primary function of a PFA lined diaphragm valve is to regulate the flow of corrosive or high-purity fluids. Here’s how it works:
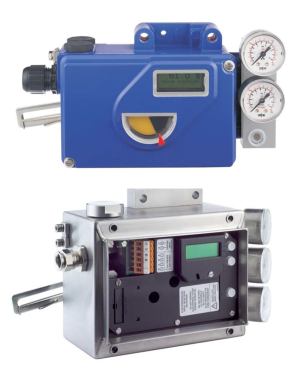
- Flow Control: The valve regulates flow by varying the area through which the fluid can pass. The diaphragm, typically made of a flexible elastomer, moves up and down to open or close the valve. This movement is controlled by the actuator, which can be manual, pneumatic, or electric.
- Corrosion Resistance: The PFA lining inside the valve body and on the diaphragm provides a highly resistant barrier against corrosive chemicals. This ensures that the valve can handle aggressive acids, bases, and solvents without degrading or contaminating the fluid.
- Purity Maintenance: In industries such as pharmaceuticals and food processing, maintaining high purity is crucial. PFA’s non-reactive nature ensures that the valve does not leach contaminants into the process fluid, maintaining its purity.
- Temperature Resistance: PFA lined diaphragm valves can operate effectively in a wide temperature range, typically from -60°C to 260°C. This makes them suitable for processes involving extreme temperatures.
- Leak Prevention: The diaphragm creates a hermetic seal, preventing any leakage of the process fluid. This is particularly important in applications where even minor leaks can lead to safety hazards or product contamination.
Applications of PFA Lined Diaphragm Valves
Thanks to their robust design and chemical resistance, PFA lined diaphragm valves are used across various industries:
- Chemical Processing: For handling corrosive chemicals and solvents.
- Pharmaceuticals: Where maintaining high purity and avoiding contamination is critical.
- Food and Beverage: For processing fluids that require stringent hygiene standards.
- Water Treatment: In systems that deal with aggressive water treatment chemicals.
- Semiconductors: In processes that demand ultra-high purity to avoid damaging sensitive components.
Advantages of PFA Lined Diaphragm Valves
- Durability: The PFA lining significantly extends the valve’s lifespan, even in aggressive environments.
- Versatility: Suitable for a wide range of applications, thanks to their chemical and temperature resistance.
- Safety: Leak-proof design ensures safe operation, reducing the risk of hazardous spills.
- Low Maintenance: PFA lined diaphragm valves require minimal maintenance due to their robust design and resistance to corrosion.
Conclusion
PFA lined diaphragm valves are essential components in many industrial applications, offering unmatched chemical resistance, purity, and durability. Their ability to handle aggressive chemicals, maintain high purity, and operate across a wide temperature range makes them invaluable in sectors such as chemical processing, pharmaceuticals, food and beverage, water treatment, and semiconductors. By choosing PFA lined diaphragm valves, industries can ensure safe, efficient, and reliable control of their fluid processes.
LATEST PRODUCTS








INDUSTRIES
WE
SERVE
Chemical &
Petrochemical
Mining
Industry
Power
Generation
Pulp & Paper
Industry
Steel
Industry
Hydrogen
Industry
Water
Industry
Get in
Touch
KV Controls mission is world class prompt service with business integrity. Our Safety Management System is accredited (certified) to ISO 45001:2018.
OUR TRUSTED BRANDS




CONTACT
KV CONTROLS
Partner with KV Controls
Whether you require a single control valve, a complete valve automation package, or support for a major industrial project, KV Controls delivers the expertise, products, and service needed to help your operation succeed.
Contact our team today to discuss your valve, actuator, and flow control requirements.
+27 16 100 4592
sales@kvcontrols.co.za
repairs@kvcontrols.co.za
FOLLOW US
Proudly designed by Bunnypants Graphic & Web Design Studio | 2023